






СваркаВ соответствии с требованиями, предъявляемых к вакуумным компонентам, и в зависимости от конструкций сварки и толщины деталей мы применяем следующие виды сварки:
Аргоновая WIG-сварка
|
|
|
|

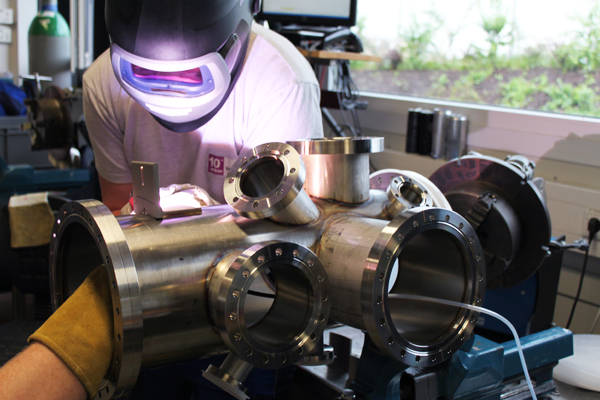
Сущность WIG-сварки заключается в образовании сварочной дуги между неплавящимся вольфрамовым электродом и свариваемым материалом. Инертный газ или газ со сниженным количеством частиц защищает сварочную ванну. Сварка ведётся постоянным током, отрицательно поляризованными электродами или переменным током. Преимущество этой технологии сварки - это возможность работать как с присадочными материалами, так и без них, таким образом исключая зависимость силы тока от добавления присадочного материала. Технология сварки обеспечивает высококачественные швы без кратеров, хотя, по сравнению с другими видами сварки, аргоновая отличается невысокой скоростью. WIG-сварка применяется прежде всего там, где требуется высокое качество сварных швов, а не скорость сварки. Области применения аргоновой сварки - это строительство трубопроводов и аппаратов для электростанций, а также химическая промышленность.
Орбитальная WIG-сварка
|
|
§ полностью автоматизированная WIG-сварка для соединения труб § воспроизводимые высококачественные сварные швы § отсутствует цвет побежалости с вакуумной стороны
|
Орбитальная сварка - это процесс сварки WIG, который мы проводим исключительно без добавления присадочного материала. Это полностью механизированный процесс, т.е. электрическая дуга перемещается на 450° вокруг неподвижной трубы, зафиксированной цангами. Зажимные цанги соответствуют диаметру обрабатываемого изделия. Наполненные защитным газом зажимные цанги полностью облегают трубы, защищая сварной шов от процесса внешнего окисления. Обязательно при этом наполнение трубы изнутри защитным газом. Для каждого диаметра трубы выбирается соответствующая зажимная цанга. Конструкция каждой цанги позволяет сваривать только детали с определенным внешним диаметром. Благодаря компактности зажимной цанги возможна сварка на малой площади. Свободное программирование параметров обеспечивает гладкие, очень чистые швы. Благодаря этому технология орбитальной сварки идеально подходит для супер чистой сварки для UHV-деталей с требованиями низкого содержания частиц на поверхности.
Лазерная сварка
|
|
§ высокая концентрация энергии на небольшом участке сварной конструкции § возможны стыковые, нахлёстные или угловые швы § незначительный цвет побежалости § сварка без использования присадок или с присадками (в зависимости от материала и подготовки сварного шва) § сварка листов толщиной от 0,1 mm
Лазерная сварка применяется для сварки тонкостенных и чувствительных к температуре деталей. Высокая локальная концентрация подаваемой энергии уменьшает вероятность деформации деталей и возникновение цвета побежалости. Эта технология обеспечивает филигранные сварные швы на труднодоступных участках деталей.
|
При лазерной сварке излучение, вызванное внешним воздействием светового источника, возбуждает атомы, излучающие фотоны определённой длины волны в заданном направлении, что приводит к усилению светового пучка. Применяемая лазерная рабочая среда определяет длину волны лазерного луча, а его агрегатное состояние - тип лазера. Различают следующие типы лазеров: твердотельные, газовые и лазеры на красителях как импульсного, так и непрерывного действия. Лазерный луч фокусируется на свариваемой конструкции оптическими линзами и благодаря своему малому диаметру (0,2 mm) расплавляет участки очень малой площади. Этим объясняется малое термическое воздействие на материал во время сварки, что позволяет сварку чувствительных к температуре деталей, например, таких как электрические вводы. Кроме этого напряжение материала и возможность его деформации сведены к минимуму. Из-за малой зоны плавления эта технология сварки относительно чувствительна к загрязнениям в материале и на материале, поэтому соединяемые детали должны как можно точнее прилегать друг к другу. Узкий, сфокусированный лазерный луч позволяет проводить сварку в труднодоступных, по сравнению с другими видами сварки, местах.
Микроплазменная сварка
- высокая концентрация энергии
- глубокое проплавление
- незначительная деформация и малое напряжение материала
- сварка листового металла толщиной 0,5 mm
- применённые при сварке SUB-D-эл.вводов
Плазменная сварка схожа с WIG-сваркой. Помимо сопла для защитного газа дополнительно используется второе внутреннее сопло, из которой выходит плазмообразующий газ. Газ окружает и сжимает дугу, что приводит к более глубокому проплавлению металлов и высокой прочности, чем при WIG-сварке. Защитный газ защищает сварочную ванну от окисления. Преимущества плазменной сварки заключаются в высокой производительности, низкой деформации, а также невосприимчивости к изменению расстояния. Плазма оказывает стабилизирующее действие и может применяться даже при очень низкой силе тока. Эта технология успешно применяется для сварки очень тонких листовых металлов толщиной от 0,5 mm.





